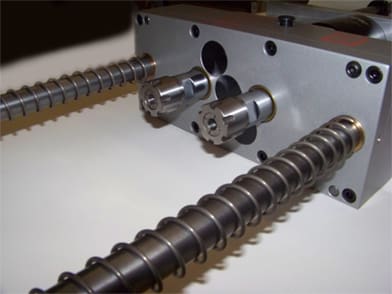
Tapping Heads – AutoDrill’s multi-drill heads are equipped with industry standard ER style spindles and use standard ER style tap collets for excellent precision, low cost and world wide availability from a number of sources. Multiple spindle tapping heads are available in the following configurations in most cases:
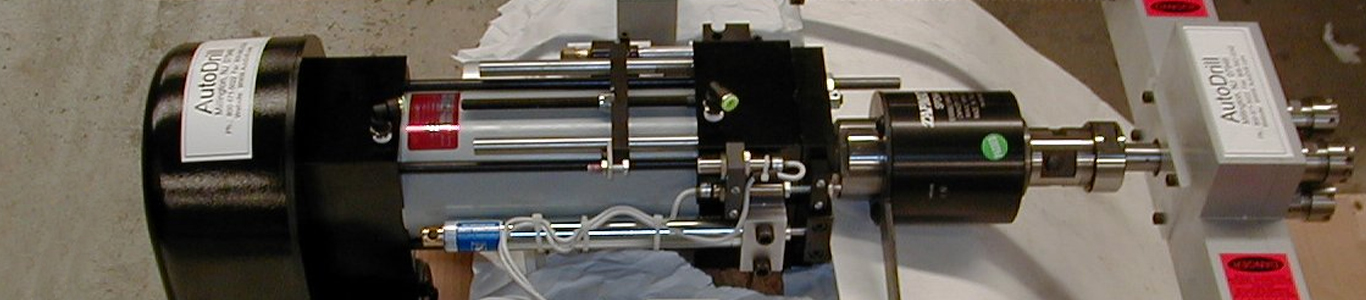
- Adjustable Aggregate Tap Heads – Variable Center to Center, Bolt Circle Diameter (BCD/PCD), and off-set two, three and four spindle tapping heads are available for equally spaced hole patterns. These include in-line or bolt circle patterns. Click HERE to view how they are easily adjusted. The heads are the best choice for jobs where the spacing may change. Many of these units are kept in stock at all times. Spare parts are almost always available from our warehouse in New Jersey, USA. “Gang Drill” tapping heads can be adapted to fit almost any machine including (but not limited to) lead screw tappers, ball feed tappers, simple and professional drill press units, milling machines including Bridgeport and Bridgeport clones, C-Face and other motors, CNC machines, and many more. You can see specifications and capacities of our adjustable pattern heads by visiting our SELECTION OF ADJUSTABLE MULTIPLE SPINDLE HEADS page. For variable pattern heads, all the spindles will spin in the same direction. The input to output ratio is always 1:1 unless a fixed pattern head is offered. Drilling and reaming with the same tool (DRAP or DREAM processes) are possible for these tapping heads. The most common application is tapping two holes at once with a drill press but we will work with you to create a solution that best meets your actual needs.
- Fixed Location Aggregate Tapping Heads – For almost any hole pattern, these are an excellent option. These tap heads are made custom and are offered with very short lead times. We strive to deliver faster than others in our industry. We take great joy in manufacturing a head to the exact pattern you or your customer needs. It does not matter if you need a three spindle irregular pattern tap or if you need to tap a hole pattern with dozens of holes, we can help! Fixed pattern multi-tapping heads are made to be compact in size and low weight compared to similar adjustable heads. This can work out to be a nice advantage for many tapping applications where space and weight do make a difference. Many times, the weight of a head overwhelms a drill press or milling machine. Even CNC machines have weight limits and AutoDrill does whatever it can to make sure the product we offer will work on your machine problem free.
- Offset Pattern Aggregate Tap Heads – If the hole to be tapped is very close to something such as the wall of a part or maybe a divider, the offset pattern aggregate tap head option may be very useful. The tap tooling will not be in-line with the input, and because of this, the many spindle tapping head can be located in places where the drill press, lead screw tapper, self-feeder, AutoTap, or other driver does not necessarily fit. The off center drive location on the multi-tap spindle aggregate head can relocate the machine’s input far enough away from the workpiece to solve many space constraint problems.
Please CONTACT US to discuss your application and receive prompt product cost, literature and technical help. All AutoDrill multiple spindle aggregate tapping heads (or cluster heads, multi prong tapper, multi prong drill, multi-prong tool) are lubricated by grease internally, are low maintenance, and make use of heat treated and precision ground helical steel gearing. Only high quality bearings are chosen when building the tapping devices for you or your customers. We make them robust so you don’t have to be concerned about costly stoppages on projects.