
Making holes in metal… So many different ways to do it exist that a detailed look at the situation is important for anyone looking to run an efficient, successful business in this field.
Many machine tools, including machining centers and turning centers, can drill holes as one of many operations performed within their environment. This blog post discusses the AutoDrill brand of automatic drilling units which are dedicated to making your holes as fast as you need them to.
Hole making is quite possibly the most common operation in the world when it comes to metalworking. It is important that you choose the proper machine for your process. Efficiency, reliability and ease of service are critically important to the success of a business in this current economy.
Many years ago, as the needs for a global manufacturing power emerged in the USA, the drill press became a standard tool in the shop. Many times, the shops that needed to drill many holes would have to employ many people to run these drill press machines. While drilling, tapping or providing whatever hole-finishing operation needed to meet the part specifications, these employees would often risk injury through unsafe set-up procedures and even repetitive injuries – often from making the same movements for hours on end. These same risks remain today in shops where high volume, low tech drill machines are in use. Lack of efficiency is quite possibly the largest waste of time and resources in the modern shop that still uses these practices and the cost of a single injury can often be higher than retrofitting an entire shop with modern equipment.
Another thing to consider when performing a hole making process is that a human running a machine is unpredictable at times. In the early morning hours, just before lunch or close to the end of the day, production numbers often suffer. Can you say, “I haven’t had my coffee yet?” or “It’s almost quitting time!” Automatic drills such as the AutoDrill line will essentially stroke and perform the process at the same speed regardless of what time it is or how much sleep the operator has had the night before. …And because they remove the process from the operator’s hands, they can be set up so that fatigue or distractions do not lead to injury, etc.
One expert in the automatic drill field said the following in an article: “By the mid-20th century, an enterprising drill manufacturer saw the possibility of adapting the commonly used pneumatic drill to perform secondary repetitive operations on the workpiece, automatically. This was especially useful in longer production runs where the hole making was repetitive; the drill unit could be fixtured, the part clamped manually into position, and the drill unit activated. The piece part would then be manually released and clamped into the next fixture for further processing. In time, mechanical stops were added to the drill unit to curtail the drilling operation to any set point in the workpiece.”
Application of an automatic drill can result in many of the inconsistencies due to human error and antiquated equipment being corrected. Highly automated equipment featuring controlled and repeatable feed rates, depth control, and thus longer tool life result in improved workpiece hole specifications. This in turn provides a company fewer rejects and greater productivity – often with a much lower labor burden rate.
The bottom line is that your shop can be safer and more efficient. Whether you need to be more efficient to save funds or to keep up with demand, AutoDrill self feeding automatic drills may the answer you are looking for.
Drills Powered Only by Air (All Pneumatic)
Because compressed air is so common in many shops, pneumatic drill units became the standard in volume production operations in the early years. Today, pneumatic drill units are still used to drill small diameter holes in most every material, including steel, cast iron, aluminum, plastics, wood and other non-metallic materials. They are often loud, wasteful of resources and because they have wearable parts, less reliable. AutoDrill offers all pneumatic units to its customers when they desire them and can offer units which are very small and compact all the way up to units with up to 10 HP when necessary. Sometimes the pneumatic drive platform offers a compact envelope, light weight and portability. This makes them particularly suitable for use in tight spaces and in adverse environments such as explosive atmospheres.
All drill units, including pneumatic drill units can be fitted with multispindle drive heads. AutoDrill offers adjustable multi-drill heads having a capacity for two, three or four drills. We offer fixed pattern heads up to 40 or more spindles when necessary. Multi-hole line operations are one of the areas where AutoDrill shines brightly in the industry. Give us a call to discuss your actual needs and to receive a no obligation quotation, etc.
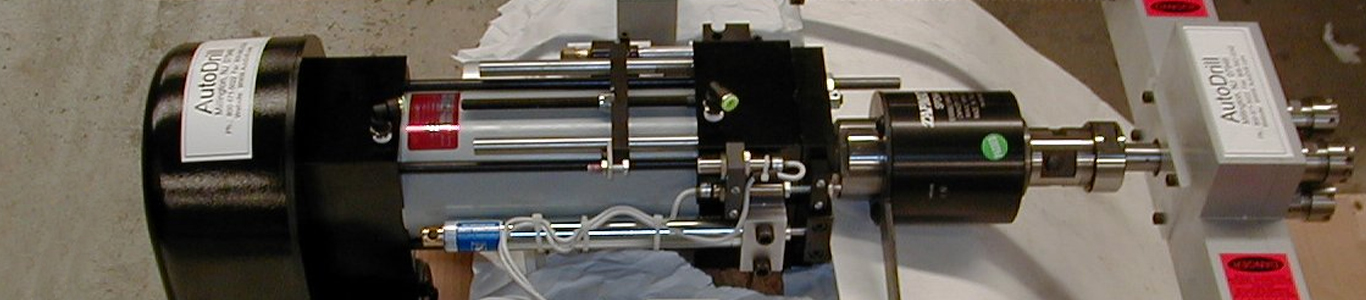
Drills Spun by Electric Motors but Stroked by Air
The electric-pneumatic drill units were introduced into the American metalworking scene in the 1960s. The electric-pneumatic automated drill machines are characterized by electric spindle rotation and air thrust. These drill units are generally less expensive than the all pneumatic drilling machines because they do not overly tax the available air supply. This is often true regardless of how many machines you need to bring into use within your shop.
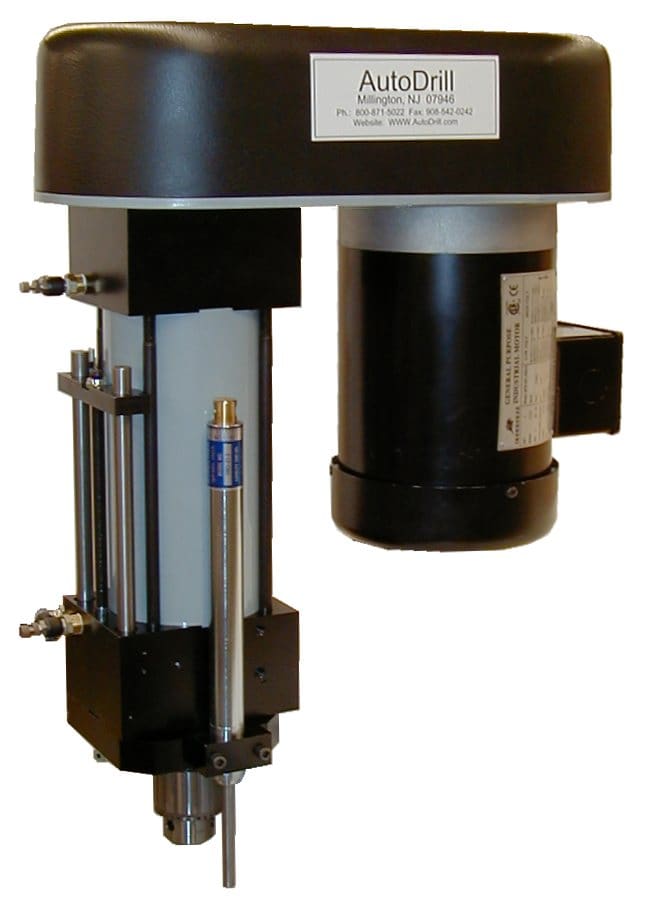
Electrically spun drilling units by AutoDrill can be powered with motors as small as 1/7 HP all the way up to 50+ HP. Please call to discuss your actual needs.
The 1000 series AutoDrill units can supply up to 100 lbs. of thrust on typical shop air.
The 2000 series AutoDrill units can supply up to 500 lbs. of thrust on typical shop air.
The 5000 series AutoDrill units can supply up to 1000 lbs. of thrust on typical shop air.
AutoDrill can provide special set-up options with much more thrust as needed.
High thrust units are useful in operations creating items such as structural steel in steel bridge structures, truck and railroad car frames and high-rise building girders, etc. Low thrust units are extremely useful where there is a space constraint. The smallest AutoDrill is around 9″ long, not including the drive mechanism. By far, the most popular AutoDrill is the 2000 series which offers anywhere from 1/3 HP to 3 HP for drilling, tapping, reaming, deburring, countersink, counter-bore and a number of other operations.
In the past, we created a list of applications where AutoDrills could be used. This list became so extensive that it became illogical to include it with our literature or even blog posts. Let’s just say that we have sold units into just about every industry world-wide ranging from the spinning of honey baked hams while they are sliced to nuclear testing facilities at Oak Ridge National Labs, from medical material stirring machines to bomb disposal. …And of course, thousands of typical machine shops, manufacturing sites, etc. Because of their reliability and consistent performance, the all-electric, mechanical-feed drill units are an excellent choice for your shop.
When Considering Cutting Tools…
It is important for you to know what the tool is capable of. Because of the thousands of options available to you, AutoDrill suggests you talk to your tooling supplier to determine the RPM rate, thrust, feed rate, etc. We can often assist you in determining these numbers if you plan on using standard High Speed Steel (HSS) tooling.
You can see the following speed, feed and HP chart for some basic suggested numbers.
The Future of Automatic Selfeeder Drill Units
AutoDrill machines have been installed directly on water jet, lasers and flame cutting equipment. They have been incorporated into turret-punch press operations. The multi drill spindle heads have been mounted on motors, drill presses, Bridgeport style mills, CNC machines and even industrial routers. Nobody knows what the limit to future applications is, but we stand ready to serve as best as we can regardless of what your need is.
Years ago, CNC was all you heard about… “CNC will change the way we do everything!” “CNC can make you millions!” “CNC cured my cat!” …Okay, a bit of humor there, but it’s almost true! CNC was talked about as if it would cure all of America’s manufacturing woes. Truth is, people ran out and bought CNC machines to solve all their problems. …The thing they missed is that a high HP, high cost, and complex CNC machine can often be much more expensive to set-up, run and maintain than a dedicated AutoDrill unit. Many people are finding that AutoDrill units replace or free up their CNC machining centers for more important work.
Here is a great example:
A customer with a 6′ long aluminum extrusion needed to drill holes every 3″ down the length of the part. They then needed to countersink one side of the hole. With their CNC, they decided to use a dual output right angle head – One spindle pointing in one direction and the other in the opposite direction. They fixtured up the aluminum extrusion and would drill each hole, one at a time, from one side. After the large bed CNC had completed all the drilled holes, it repeated the process on the other side of the part for the countersink operation. The process tool a tremendous amount of time and because of the size of the part, the CNC needed to be very large. It had a 50 HP motor!
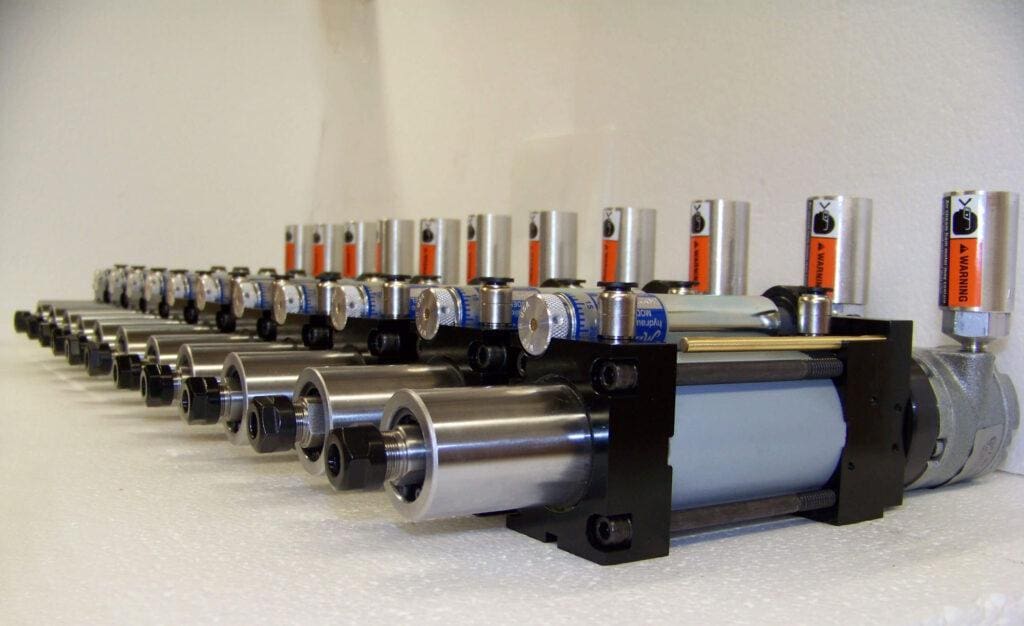
An AutoDrill sales representative was called in for a different application and noticed the process on the CNC. He spoke to the shop manager and proposed and implemented an AutoDrill set-up that had an array of selfeeder AutoDrills to one side of the part drilling. A separate array of identical units was on the other side of the part and would countersink the holes after the drills retracted. In a matter of 10 seconds, all the holes were drilled and the countersink process was completed. All without complex CNC or even PLC controls. the end user would manually load the part, clamp it in place and press a two hand safety start button. Ten seconds later, they were unloading the part and loading up the next one.
This resulted in a massive savings for the manufacturer because they could use their CNC for a different operation. Their electric bill even received a benefit from this because the motors were started only once per shift on average and had a staggered start pattern. The demand charges from the utility company were essentially dissolved and likely paid for the AutoDrill equipment relatively quickly.
One thing is certain, the company made parts faster with the same labor and their profit margins shot through the roof.
The beauty of AutoDrill drilling and tapping machines are designed to work as stand-alone units, or they can be adapted to work within a manufacturing cell or system. We delight in solving your manufacturing jigsaw puzzle!
Please CONTACT US to discuss your application and receive prompt product cost, literature and technical help.